钢结构具有塑性和韧性好的特点,适合承受振动和冲击荷载。建筑物抗震、抗风性能好,大大提高了建筑物的安全可靠性。尤其在遭遇罕见地震、台风灾害的情况下,能够避免建筑物的倒塌性破坏。同时,由于钢结构具有结构形式变化特别大,结构复杂,工程量大,质量要求高等特点。因此,钢构厂房在施工方面难度大,技术要求高,有必要对其施工质量控制技术进行研究。
1、钢构厂房施工特点
钢构厂房的施工大体上可分为三大部分:钢构配件的制作、现场的拼接安装、防腐防火处理。钢构厂房在施工方面具有四大特点。
首先,钢构厂房施工对施工测量要求严格。钢构厂房在进行结构计算时,力学模型非常清晰,尺寸变化对模型影响明显。因此,在制作和安装阶段,施工测量是较为重要的问题。例如,下料不精确,会造成构件的变形;安装时不能就位,影响承荷效果钢构厂房施工现场焊接的环境特点。
其次,钢材具有热胀冷缩的特性,其在安装过程中对天气、温度等条件敏感。钢构厂房焊接有其专门的技术规程要求,实际工作中,自然条件不能满足工作要求时,往往要采取人工措施给施工创造条件,比如焊条的预热、钢板的预热加温等。如果钢构厂房在施工过程中尺寸变化较大,温度过高或过低都会对安装精度产生影响。
再者,钢构厂房易锈蚀,防火性能较差,需对其进行涂装保护。把钢构厂房防火涂料涂在钢构厂房件表面,以起到防火隔热保护作用,防止钢材在火灾中迅速升温而降低强度,避免钢构厂房失去支撑能力而导致建筑物垮塌。
2、钢构厂房质量控制技术
2.1工程测量环节
工程测量工作的好坏,是关系整体钢构厂房安装质量和进度的大问题。钢构厂房在工程测量方面,应重点做好以下工作:设计图纸的审核、测量定位依据点的校核与校测、测量器具的检定与检校、测量方案的编制与数据准备、建筑物测量验线。
钢构厂房在施工过程中的测量控制工艺。1、建立平面控制点与标高控制点。控制点宜从城市控制网直接引测,并设置在建筑物主体范围内。平面控制点构成建筑物的控制网。、控制点的竖向传递。平面控制点的竖向传递一般采用内控法,投点仪器宜选用天顶准直仪。当按设计标高安装时,每节柱的标高都应从地面传递上来;若按相对标高安装,则无需进行标高传递。3、柱顶放线:利用投测点,运用全站仪进行排尺放线。4、安装监测:钢构厂房安装精度的控制以钢柱为主。钢柱在自由状态校正时,垂直度偏差应校正到零。
2.2焊接施工环节
焊前进行清理,使用电动钢丝砂轮对坡口内及两侧的浮锈打磨清理,并进行必要烘干处理。焊接顺序和焊接方向的合理性。先焊收缩量大的焊缝,以保证焊缝能够自由收缩;从部件相互之间相对固定的位置朝向彼此间有更多的相对运动自由的位置。拼板时,先焊错开的短焊缝,后焊通直的长焊缝。在焊接的过程中,注意保护气体对焊接点的保护,限制空气侵入。
厚钢板的焊接是钢构厂房焊接质量的一个重要因素。厚钢板的焊接主要是要解决层状撕裂和焊接变形二大问题。应该采取如下措施提高焊缝质量:采用有Z向性能要求的钢板、采用合理的节点设计、采用合理的焊接工艺,如双面坡口时采用两侧对称多道焊,避免收缩应力集中、采用塑性过渡层等。
对于重要的焊接结构,若焊接接头的组织和性能不能满足要求时,可采取焊后热处理(退火、回火、淬火)以改善焊接接头的组织和性能,同时也可以消除或减少焊接应力。
焊接变形的控制。通过合理的坡口角度和焊接间隙减少焊缝的截面积;焊接时采用多层焊代替单层焊;采用双面对称坡口,并在多层焊时采用与构件中和轴对称的;采用刚性夹具固定方法控制焊后变形。
2.3钢构厂房涂装施工环节
钢构厂房存在明显的弱点:容易腐蚀和防火性能差。因此,钢构厂房的防火防腐,对于提高钢构厂房的安全性以及延长其使用年限有着重大意义。
为了防止或减少钢构厂房的腐蚀,并延长其使用寿命,而采取的各种措施叫作防护方法。通常有如下几种保护层:金属保护层、化学保护层、非金属保护层。钢构厂房的防火一般采用防火涂料或防火板材。应用钢构厂房防火涂料涂覆在钢基材表面,其目的在于进行防火隔热保护,防止钢构厂房在火灾中迅速升温挠曲变形倒塌。防火涂料分为超薄型、膨胀型与厚型三种类型。对于钢构厂房防火防腐的涂装应严格按照相关规范操作。
涂装前钢材表面处理是涂装施工中的重要一步。对即将进行涂装的、构件,应经验收合格后,方可进行表面处理;验收合格后,用有机溶剂或碱液对构件进行清洗;采用除锈的机械或工具去除旧漆,也可采用化学方法除旧漆;除锈验收合格的钢材,应于当班涂完底漆。
2.4安装施工环节:
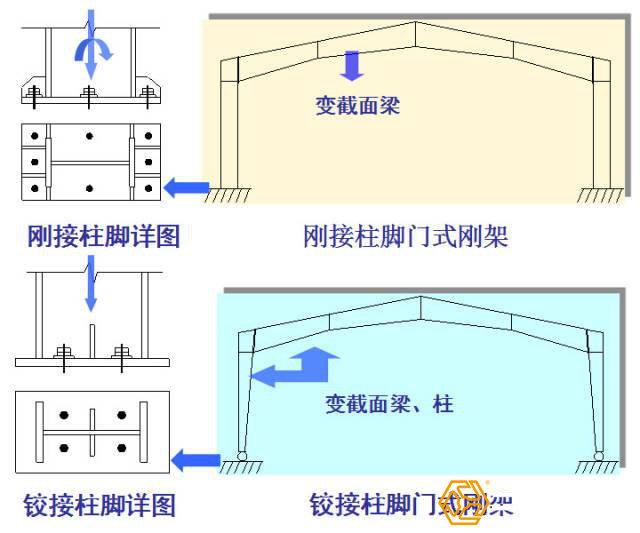
安装施工主要是螺栓连接施工。钢构厂房工程中螺栓连接一般用高强螺栓和普通螺栓。 普通螺栓连接,每个螺栓一端不得垫个以上垫片,螺栓孔不得用气割扩孔,螺栓拧紧后外露螺纹不得少于个螺距。
高强度螺栓连接的安装顺序及初拧、复拧扭矩检验。检验人员应检查扳手标定记录,螺栓施拧标记及螺栓施工记录,有异议时抽查螺栓的初拧扭矩。高强螺栓长度应按连接厚度加螺母和两个垫圈厚度及外加~3扣丝扣长度,并取5mm整数。高强度螺栓的穿入,应在结构中心位置调整后进行,其穿入方向应以施工方便为准,每个节点整齐一致;螺母、垫圈均有方向要求,要注意正反面。高强度螺栓的安装应能自由传入孔,严禁强行穿入。高强度螺栓连接中连接钢板的孔径略大于螺栓直径,并必须采取钻孔成型。
钢构厂房的施工质量直接影响着钢构厂房的使用以及后期维护。钢构厂房施工质量控制技术主要体现在:工程测量、焊接施工、涂装施工以及安装施工四个方面。本文详细分析这四个方面的具体内容,在钢构厂房施工中应该进行重点关注,全过程对质量严格把关,确保产品满足质量标准的要求。