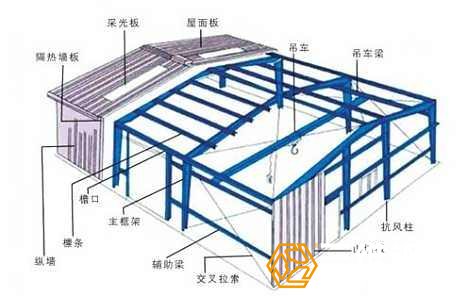
钢结构厂房施工对工程材料及质量控制标准
1、钢结构厂房施工结构用钢材:(除特殊说明外均按下表加工)
|
构件 |
地脚锚栓 |
主刚架 |
女儿 墙柱 |
抗风柱 |
檩条、墙梁 |
隅撑、拉条、撑杆 |
屋面、柱间支撑 |
未注明构件 |
|
材质 |
Q235A |
Q345B |
Q235B |
Q345B |
Q345A |
Q235A |
Q235B |
Q235 |
2、钢材除满足国家材料规范要求外,地震区尚应满足下列要求:
(1)钢材的屈服强度实测值与抗拉强度实测值的比值不应大于0.85;
(2)钢材应有明显的屈服台阶,且伸长率不应小于20%;
(3)钢材应有良好的焊接性和合格冲击韧性;
(4)焊接承重结构钢材还应具有冷弯试验的合格保证;
当钢结构厂房施工钢板厚度大于等于厚度40mm且承受沿板厚方向的拉力时,钢板厚度方向性能级别至少保证 Z15。
2.1钢结构厂房施工所有构件钢材须保证硫、磷的极限含量,对焊接构件钢材尚须保证碳的极限含量。
2.2焊接柱翼缘为焰切边。
3、钢结构厂房施工焊材:Ⅰ级钢及Q235B钢采用E43焊条,Ⅱ级钢及Q345B钢采用E50焊条,自动及半自动焊采用H08A、H08E焊丝配合高锰型焊剂,质量要求符合JGJ81-1991标准。当Q235B钢与Q345B钢连接时,采用与低强度钢材相适应的焊接材料。
4、钢结构焊接设计标准与检验标准
4.1构件翼缘与端板(包括柱底板)的连接应采用全熔透对接焊缝,腹板与端板的连接应采用角对接组合焊缝,或与腹板等强的角焊缝。
4.2 凡板件对接焊缝应为全熔透,焊缝等级为二级,8mm厚度以上焊缝需做超声波探伤。小于8毫米厚对接焊缝按外观二级标准检验。
4.3除上述以外的焊缝一律按照三级标准检验。
4.4焊缝尺寸应满足:hfmax≤1.2t (t 为较薄构件板厚),图中未标明角焊缝很小厚度为6mm,一律满焊。hfmin≥1.5√t2(t2为较厚构件板厚)。
4.5钢结构厂房施工补充说明:
(1)本图中未注明的焊缝,施工时应根据其连接形式分别采用如下几种形式施工,焊缝高度拟取两构件中较薄构件厚度,焊缝长度为满焊。
(2)焊缝形式:a).相同厚度的钢板与钢板的平接;b).不相同厚度的钢板与钢板的平接;c).钢板与钢板或角钢的搭接;d).在对接焊缝的拼接处,当焊件的宽度不同或厚度在一侧相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角。
5、螺栓:本工程除图中高强度螺栓注明外,皆采用10.9级高强度摩擦型螺栓,构件摩擦面处理为喷砂后生赤锈,摩擦面抗滑移系数不小于0.45,高强螺栓必须采用扭矩法施工,地脚螺栓待调整紧固后,垫片与底板四面围焊。
M16:P=100kN;M20:P=155kN;M22:P=190kN;M24:P=225kN;M30:P=355kN。

6、构件运输过程中要妥善绑扎,以防止变形和损伤。
7、结构安装前应对构件进行全面检查:如构件的数量长度垂直度安装接头处螺栓孔之间的尺寸是否符合设计要求。
8、在安装钢柱前应检查柱脚锚栓之间的尺寸,露出基础顶面的尺寸基础顶面的标高是否符合设计要求,以及柱脚锚栓的螺纹是否有损伤(基础施工时注意保护)。
9、安装时应设置临时缆风绳,待全部支撑、檩条安装之后,才可拆除临时缆风绳。
10、墙梁安装时应设置木撑,以防墙梁下挠、倾覆。
11、屋面板在山墙边、天沟边、屋脊及气楼四周均应采用自攻钉加强,具体在每波谷内打二颗自攻钉,沿山墙处间距300mm打一颗自攻钉。
12、屋面板在檩条位置处必须设置支座,不得漏设。
13、泛水板、包边板厚度见建筑,在墙梁或檩条处用自攻钉固定,与屋面板或墙面板用拉铆钉固定,拉铆钉间距不得大于300mm。
14、天沟、屋脊处均须设置海绵堵头。
15、墙面板自攻钉固定:与墙梁固定每波谷一颗,顶部、底部墙梁固定每波谷二颗。
16、各构件均须放样,并尺寸经核对无误后方可下料。
17、二层楼面施工采取临时支撑支撑,需等结构达到规范要求强度后方可拆除临时支撑。
18、本说明未尽处请严格按照国家现行有关规范及规程施工。
19、钢结构厂房施工除锈、防腐和防火要求
19.1除锈:除镀锌构件外,所有钢结构及其配件均须经喷丸除锈,等级为Sa2 级。构件制作完毕后进行抛丸除锈处理,除锈等级要求《涂装前表面锈蚀除锈等级》和(GB50205-95)中的Sa2.5级标准 并且除去钢材表面的尘垢。
19.2防腐:
19.2.1屋面檩条、墙梁、拉条、套管及室外构件均为镀锌构件。
19.2.2除镀锌及刷防火涂料构件外,其余钢材经除锈处理后应立即进行喷涂油漆,要求红丹底漆两道,两道不小于70μm;醇酸面漆两道,干漆膜总厚度不小于125μm。钢柱柱脚表面涂刷掺水泥重量2%的NaNO2 水泥沙浆,再用C15混凝土包裹。
19.2.3.防火涂料做法:
(1)钢柱、柱间支撑耐火极限3小时;
(2)楼面梁2小时;
(3)屋面钢梁、水平支撑、系杆(包括天沟托架兼做XG)、屋面桁架耐火极限1.5小时;
(4)钢楼梯耐火极限1小时;
(5)本工程耐火极限达到>1.5h;采用厚涂型钢结构防火涂料保护的金属结构;耐火极限达到≤1.5h;采用薄涂型钢结构防火涂料保护的金属结构。
19.3现场焊接两侧个50mm范围内暂不涂漆,待现场焊完后,再按规定补漆。
19.4钢结构厂房施工过程中,应根据材料特性(如涂装材料使用年限,结构使用环境条件等),定期对结构进行必要维护(如对钢结构重新进行涂装,更换损坏构件等),以确保使用过程中的结构安全。